


























DFM之钻孔层格式调整
创建时间:2024-06-18 17:42 更新时间:2024-12-12 16:50  5768
5768
 0
0
 文档错误过时,
我要反馈
文档错误过时,
我要反馈
5768
0
文档错误过时,
前言
为什么要有钻孔格式调整这个功能?
钻孔层格式一般是指Excellon2格式的CNC文件,目前市面上使用的绝大多数EDA软件,输出钻孔层,都是输出的Excellon2格式,但是这些EDA对Excellon2格式规范遵守的不够充分,缺少了很多关键参数,比如:
1):没有指定坐标单位
2):没有指定导零模式(为了节省坐标位数,要么是前面的零节省,要么后面的零节省,因此需要知道导零模式)
3):没有指出小数点前后数字位数(坐标中是没有小数的,要靠指定小数点前后位数来约定小数点的位置)
这种情况还很普遍,包括一些大EDA厂商都是这个样子,DFM在解析钻孔文件,只能靠经验去猜测推导钻孔的格式,按嘉立创DFM的测试结果,99%的资料能准确猜出钻孔的格式。
但在一些极端的情况下,会猜测出错,这个时候只能靠人工干扰操作来修正了,也就是本文的【钻孔层格式调整】的功能。
钻孔层格式不对会怎么样?
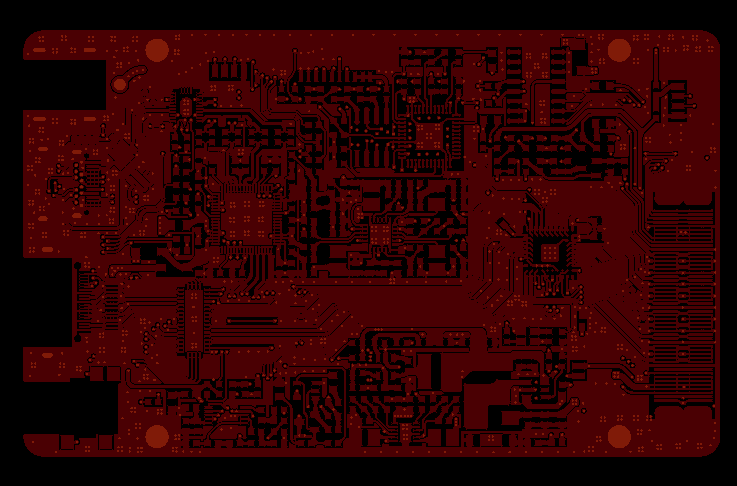
正确的孔格式
几乎所有的孔在线路都对应的有一个盘(即可以是焊盘,也可以是过孔的盘),孔中心与盘中心对齐,如下图所示就是孔格式正确的良好的对齐效果。
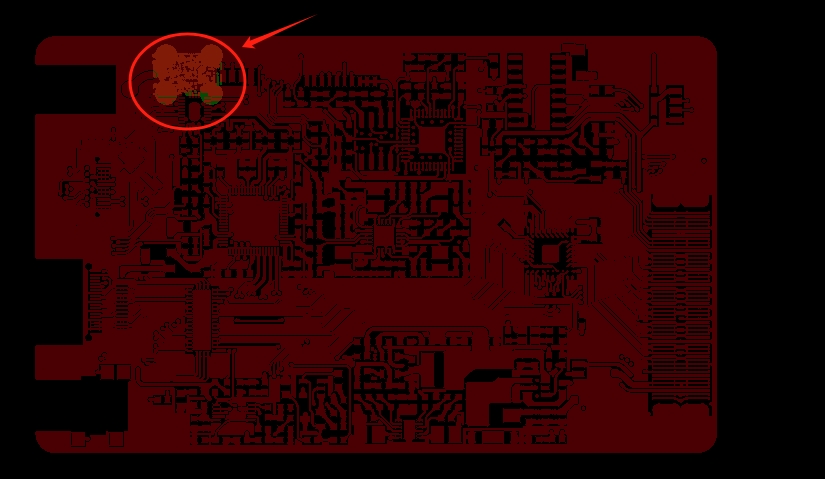
错误的孔格式
如下图,因为钻孔的坐标格式没有正确识别,导致解析后的所有钻孔都缩在一起(有的是放大超过实际板子很多倍)。
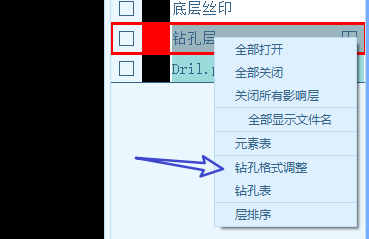
人工调整钻孔格式
调整钻孔格式,在层列表控件,鼠标在钻孔层上右键弹出菜单,选择【钻孔格式调整】
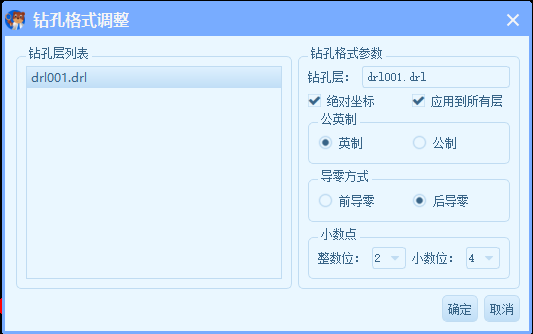
点击【钻孔层格式】后,会打开如下窗口,下面做一些简要的说明,关于钻孔格式,我们后面细讲,先讲一下这里怎么操作。
本图案例正确的钻孔格式是:绝对坐标+后导零+小数点2:4+英制,按此设置
【应用到所有层】,如果有多个钻孔层,点击此项勾选,那么当前对话框中设置的参数会应到所有的钻孔层。
最后点击【确认】,程序会以您设置的格式重新加载钻孔数据。
【确认】之后,稍等片刻,就会得到正确的钻孔图层。
备注:小技巧,你也可以试着故意搞一些错误,看看不同的参数对钻孔读取有什么影响。
Excellon2格式小讲
影响Exellon2格式的有几个关键数据,下面我们分开讲一下
绝对坐标|相对坐标
1):绝对坐标,表示每一行钻孔坐标,表示孔的实际坐标值。
2):相对坐标,表示每一行钻孔的坐标,只是基于上一个孔的坐标的偏移值。
;钻孔格式片段T01 ; 表示刀具X00572700Y-04532700 ;表示钻孔坐标,下同X02151800Y-00240886X00728900Y-04252200
前导零|后导零
这个参数是指的钻孔的坐标前后0的状态。
先说说【小数点位置】的情况,详见下面的钻孔片段,每个坐标都是没有小数点的,难道是整数?当然不是,只是小数字被省略了,【小数点3:5】决定了小数点的位置,表示整数位数字是3,小数位数字是5,比如当坐标是 -04532700 时,那么它的实际值是 -045.32700,也即是 -45.327。
【前导零】表示坐标值后面的零可以省略,比如 X00572700,可以写成 X005727
【后导零】表示坐标值前面的零可以省略,比如 X00572700,可以写成 X572700
备注:下面的钻孔片段中演示的是前后都导零。
注意:问题来了,我们看到格式调整对话框中导零方式是一个互斥选择(要么选前导零,要么选后导零),如果前后都导零,那么办?这个时候,我们选择后导零就行了。
延伸问题:如果前后都不导零怎么办?答案是:这种情况永远不会出现(除非有人使坏)。
;钻孔格式片段,这个片段,表示前后都导零T01 ; 表示刀具X00572700Y-04532700 ;表示钻孔坐标,下同X02151800Y-00240886X00728900Y-04252200
小数点位置
见上面的【前导零|后导零】介绍
单位
英制:表示英寸
公制:表示毫米
如果你的小数点格式都对了,但是大小对不上,不妨试着改一下单位。
完整的钻孔片断
大部分的EDA输出的Excellon2文件,规范都是遵守的不够完整,上面几个重要的信息都不完善。
下面的给一个完整的钻孔片断,是由嘉立创EDA输出的,格式是比较完整的
; 开头的行表示注释信息,会自动被钻孔机忽略
;TYPE=PLATED;Layer: PTH_Through;EasyEDA Pro v2.1.63, 2024-05-28 11:49:57;Gerber Generator version 0.3M48METRIC,LZ,000.00000 ; 表示公制,前导零(实际上是前后都导零),小数点3:5;Hole size 1 = 0.30000 METRICT01C0.30000 ; T01表示第一把刀,直径0.3mm;Hole size 2 = 0.40000 METRICT02C0.40000;Hole size 3 = 0.59995 METRICT03C0.59995;Hole size 4 = 0.60000 METRICT04C0.60000;Hole size 5 = 0.64999 METRICT05C0.64999;Hole size 6 = 1.50002 METRICT06C1.50002;Hole size 7 = 3.00000 METRICT07C3.00000%G05G90T01 ; 取第一把刀,下同X00572700Y-04532700 ; 钻孔X02151800Y-00240886X00728900Y-04252200X00546900Y-04493845X02756231Y-04004815T02X-00975841Y-01685003X-00975830Y-01765013T03X-00820570Y-00888517G85X-00920570Y-00888517X-01470556Y-00888517G85X-01570556Y-00888517T04X-01504826Y-01275994G85X-01444824Y-01275994X-01504826Y-02173981G85X-01444824Y-02173981T05X-01378748Y-03937208G85X-01453749Y-03937208X-01378748Y-02571196G85X-01453749Y-02571196T06X-00480680Y-00443509T07X05971100Y00000000X05971100Y-04992000X00000000Y-04992000X00000000Y00000000M30