


























CNC螺纹说明
创建时间:2023-06-15 19:28 更新时间:2026-02-22 19:48  60526
60526
 16
16
 文档错误过时,
我要反馈
文档错误过时,
我要反馈
60526
16
文档错误过时,
在实际生产中,产生零件螺纹问题的原因是设计因素和加工因素,下面小编总结了一些螺纹相关问题及说明。
螺纹是零备件非常重要的功能特征之一,螺纹的加工质量和影响零件的使用功能,一个复杂的零件有可能因为一个螺纹损坏无法装配而无法使用。
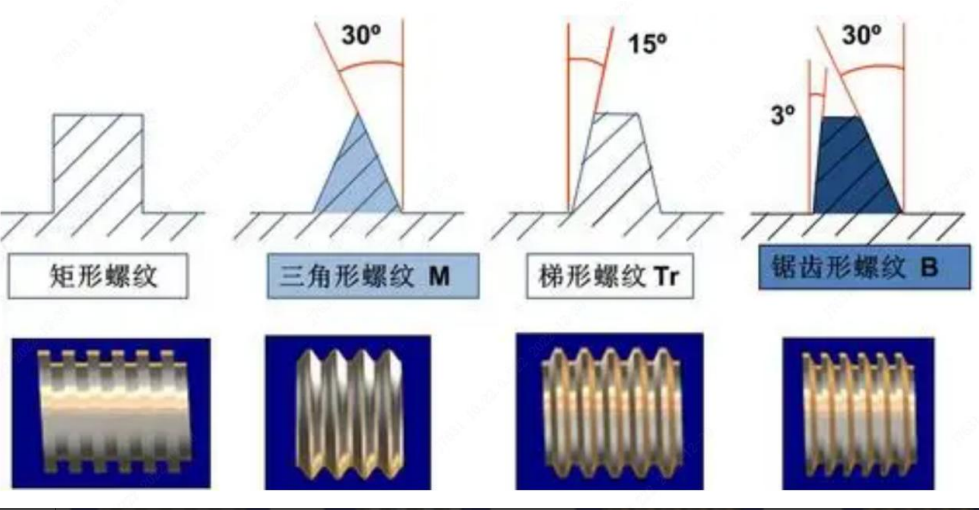
螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。按其在母体 所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为矩形螺纹、三角形螺纹、梯形螺纹、锯齿形螺纹以及其他特殊螺纹。一般常用螺纹为三角形螺纹和梯形螺纹。
一、底孔与螺纹
底孔是指用丝锥攻内螺纹之前必须预加工的孔的直径,一般是指加工件的内置圆孔,最低或最面上的圆形孔洞,称之为底孔。
⭐ 孔径过小会导致攻牙时的切削力增加,因为较小的孔径意味着材料去除量相对较大,这会增加刀具的负荷,容易断丝攻,挤坏螺牙。
⭐ 底孔过大能会造成螺纹的牙型不完整,牙峰不够高容易滑丝(螺纹连接件中,螺牙连接处由于受力过大或其它原因导致螺牙磨损而使螺牙无法咬合,螺纹连接无法拧紧的情况)。当底孔直径≥螺纹直径时,就无法攻出牙痕了。
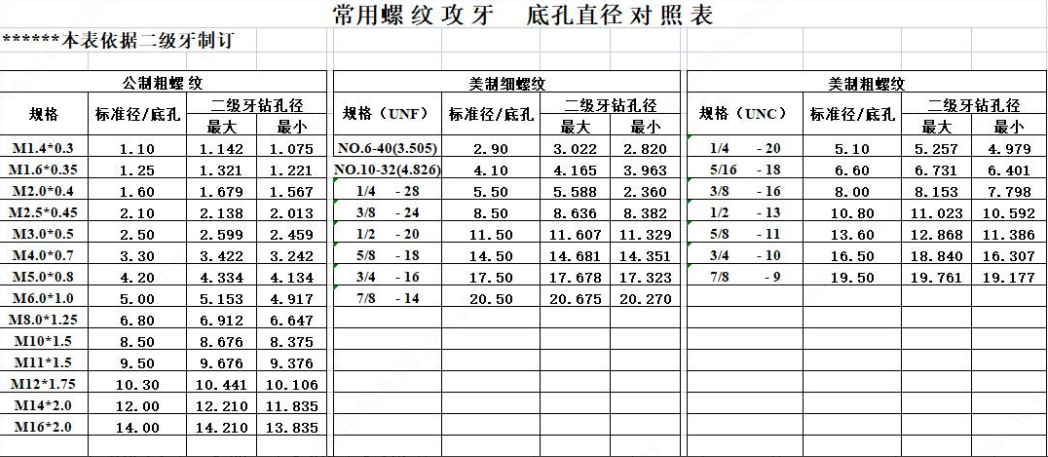
所以设计时一定要严格按照《螺牙底孔对照表》来设计螺牙底孔,加工的时候要保证底孔在公差范围内(常规螺牙的底孔公差为±0.15MM)。例 M3*0.5、标准底孔直径为2.5,允许误差的尺寸范围是2.35-2.65之间,超过这个范围攻出来的牙都不符合品质要求。
⭐ 螺纹加工失误的补救办法:当设计或加工失误导致螺牙滑丝时,常规螺牙可以采用镶牙套的办法来补救,镶牙套是在原来位置上把作废的牙孔扩大攻牙,镶进一个内牙与原图纸要求一样的钢牙套。镶牙套对螺牙的强度不受影响。(当然这是为了减少损失而采取的补救办法,操作起来是比较费力费时的)
<<螺纹底孔对照表>>

二、牙套
上面有提到如果底孔过大可以镶牙套来补救,那什么是牙套呢?
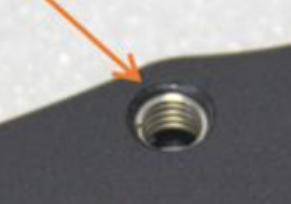
在CNC机械加工中,牙套是指螺纹牙套,如下图,可以在攻牙后给螺纹再装一个螺纹牙套。那么镶牙套有什么好处呢?会给零件带来什么不好的影响吗?

对于塑胶件,镶牙套可以增加连接强度+耐磨损+防锈结+防松脱+抗震=延长螺纹使用寿命。
因为螺纹属于装配位置,会经常反复去拧动它,经过长时间的操作,螺纹会受损,从而导致滑丝或者螺纹无法拧紧的情况出现.有些经验丰富的设计师在设计时就会考虑到这一情况,为了延长螺纹的使用寿命从而延长整个产品的使用周期,在会在塑胶件的螺纹设计装牙套,并在图纸上标注出哪些螺纹需要镶牙套。

三、螺纹牙套的底孔
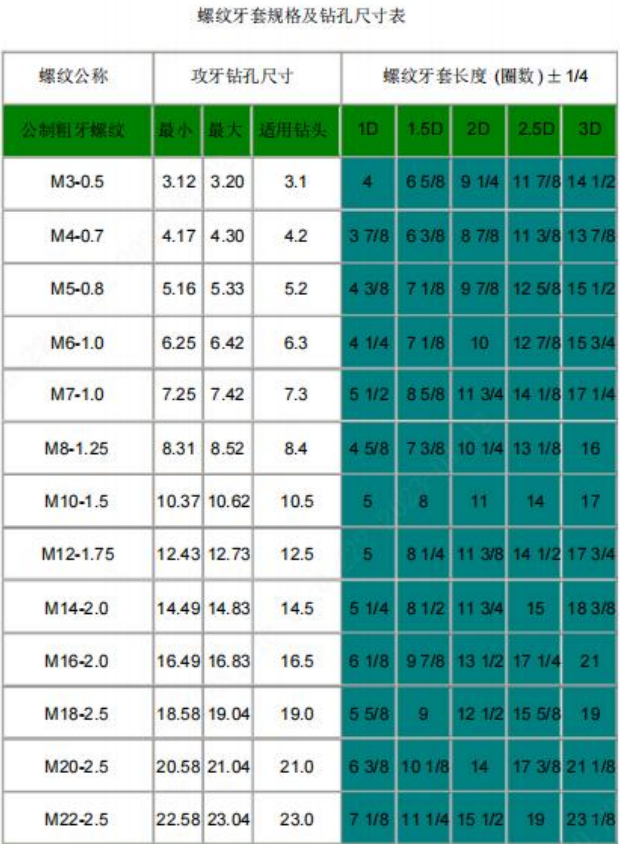
安装牙套也是要先攻牙的,安装牙套的需要的牙孔加工方法与上面介绍的螺牙加工一样,牙套的底孔与牙的规格也要按照设计的标注,各规格的牙套底孔与螺牙标准如下表;
四、螺纹有效深度
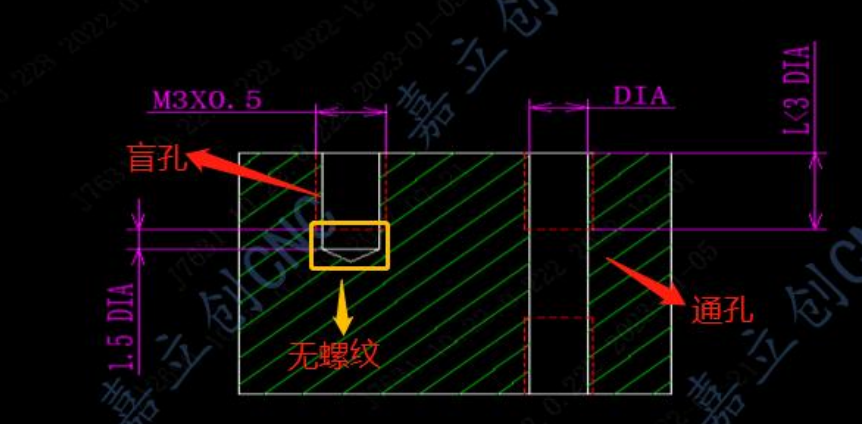
螺纹深度也是指螺纹的有效长度。正常情况下,螺纹的底孔深度应大于螺纹的有效长度(在加工底孔时钻头是尖头而攻牙的丝锥是平头,平头丝锥无法完全接触底孔的最底部。因此建议在设计盲孔牙时在孔底留至少1个牙距无螺纹长度),螺纹孔越深加工难度越大,特别是小的牙孔,容易断丝攻,加工成本相对要高,因此有效螺纹长度建议不超过孔径的 3 倍(此长度已经满足螺丝最大的拉力)。
五、 2D 图纸螺纹标注规范
⭐ 释义:
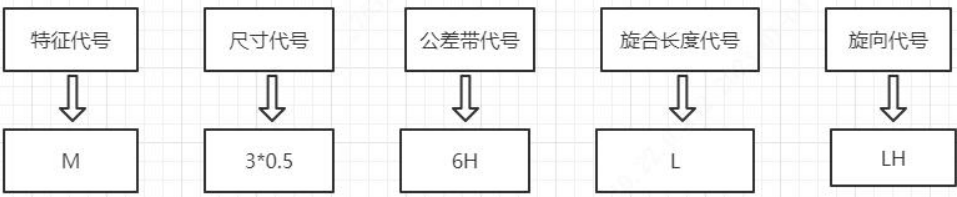
特征代号 | 表示螺纹类型,例 M 表示普通螺纹 |
尺寸代号 | 表示公称*螺距,例 3*0.5(3 是公称直径,0.5 是螺距) |
公差代号 | 由公差等级代号(数字)和基本偏差代号(外螺纹用小写字母,内螺纹用大写字母表示)所组成,例 6H |
旋合长度代号 | 用代号 L(长)、N(中)、S(短)分别表示旋合长度,当螺纹为中等旋合长度时 N不标注 |
旋向代号 | 当为右旋螺纹时不标注,为左旋螺纹时标注 LH |
如觉上述标注太过繁琐,也可像下图这样进行标注:
⭐ 释义:
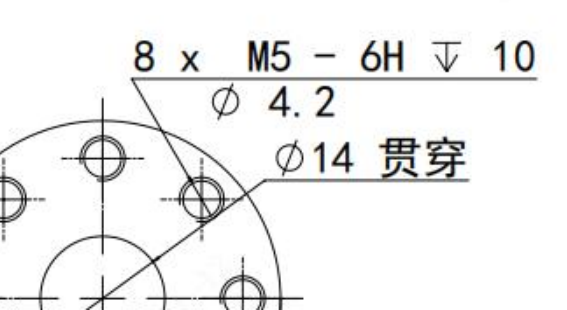
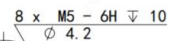 :8 个底孔直径为 4.2、螺纹直径为 M5、有效螺纹深度为 10,内螺纹公差为 6H 的螺纹孔;
:8 个底孔直径为 4.2、螺纹直径为 M5、有效螺纹深度为 10,内螺纹公差为 6H 的螺纹孔;
 :直径为 14 贯穿零件的光孔;
:直径为 14 贯穿零件的光孔;
 :表示深度;
:表示深度;
六、螺纹孔位置
螺纹孔需包含在零件内部。如螺纹孔过于靠近零件边缘,在加工时螺纹可能会穿透零件造成零件破边, 破坏零件完整性。
您好,可以加工的。上传2D图纸标记清晰位置规格等要求。
您好,暂时不支持加工螺距低于0.5mm以下的非标螺纹。实在抱歉没有帮到您。
您好,非标螺纹和标准螺纹都需要有退刀槽。
您好,可以做的,上传2D图纸标记位置螺纹信息。
您好,可以制作,需要上传2D图纸标记清晰螺纹规格型号位置数量等信息。
您好。最小生产尺寸为3*3(CM),请知悉。谢谢!
您好,可以做的,上传2D图纸标记清晰就可以。
您好,反牙需要上传2D图纸,标记螺纹丝牙方向、
您好,价格已人工审核为准,数量多暂定是1元/个计算。
您好,在2D图纸中直接文字描述就可以,需要镶嵌的牙套位置,数量规格等信息。
- 1
- 2
- PCB帮助文档
- SMT帮助文档
- 钢网帮助文档
- PCB讨论
- SMT讨论
- 钢网讨论